News
Vous trouverez ici toutes les informations sur les projets actuels des clients, les nouveaux produits, les manifestations et d’autres communiqués de presse de Dürr. N’hésitez pas à nous contacter si vous avez des questions sur les publications ou si vous avez besoin de plus amples informations.
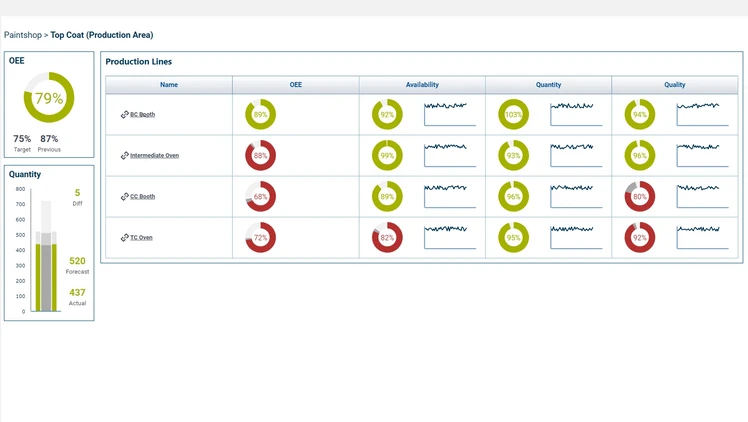
Avec une solide expertise dans l’automatisation et la digitalisation/industrie 4.0, le groupe Dürr fait partie des leaders internationaux dans la conception et la réalisation de machines et d’installations. Grâce à ses produits, systèmes et services, les processus de production gagnent grandement en efficacité tout en économisant les ressources. Le groupe Dürr fournit principalement l'industrie automobile, les fabricants de meubles et de maisons en bois ainsi que les secteurs de la chimie, de la pharmacie, des appareils médicaux de l'électrotechnique et de la fabrication de batterie. En 2023, le groupe a réalisé un chiffre d’affaires de 4,6 Milliards d’Euros. Présent dans 32 pays, le groupe compte 20 500 salariés répartis sur 142 sites et opère sur le marché avec cinq divisions :
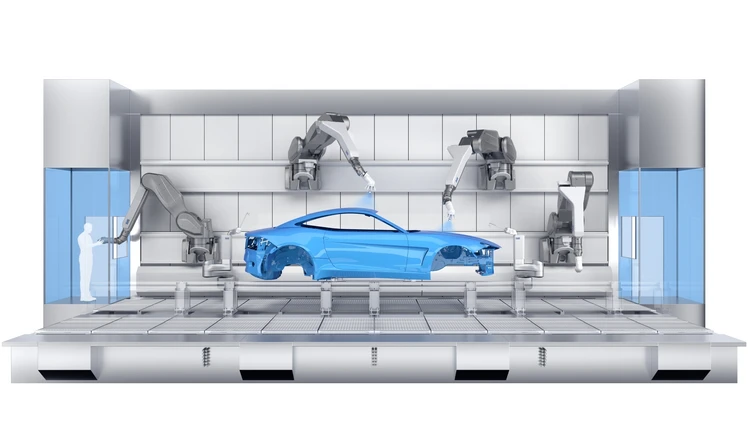
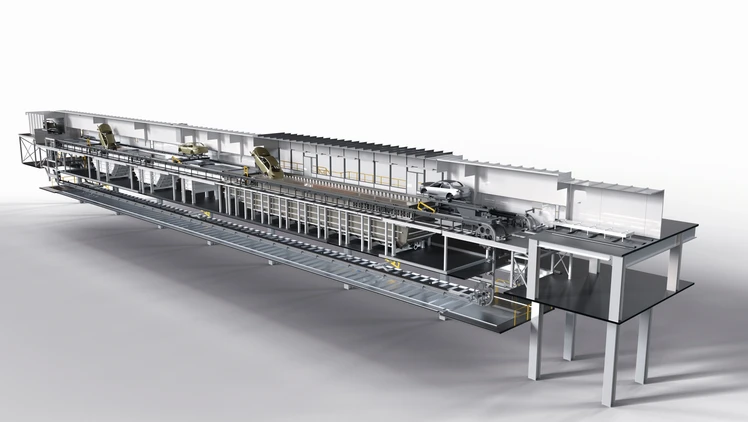
- Paint and Final Assembly Systems: Ateliers de peinture et technologie d’assemblage, de test et de remplissage de fluides pour l’industrie automobile
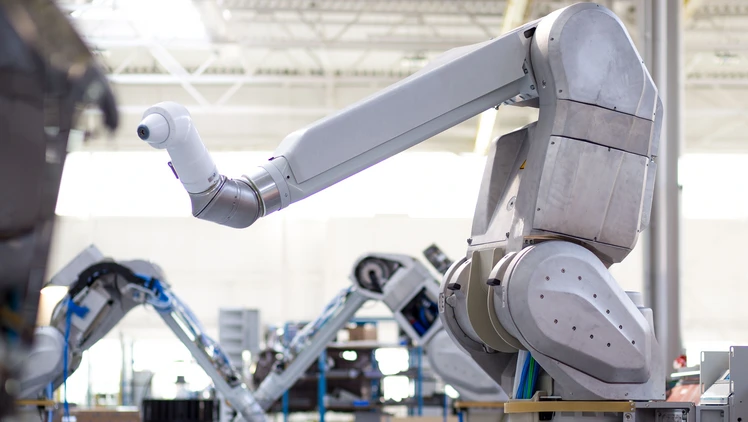
- Application Technology: Technologies robotiques pour l’application automatique de peintures ainsi que de produits d’étanchéité ou d‘adhésifs
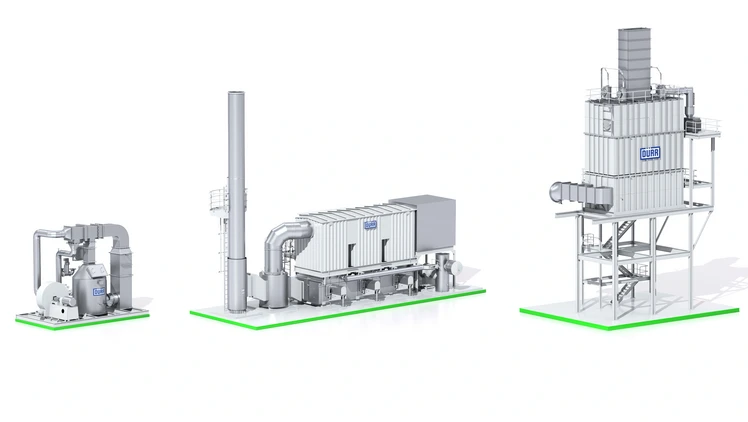
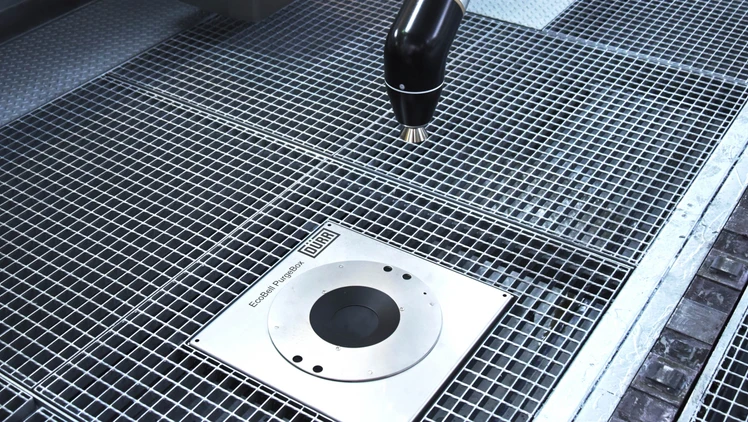
- Clean Technology Systems: Installations pour le traitement des effluents gazeux, équipements pour dépôt de revêtements sur batterie lithium-ion et systèmes antibruit
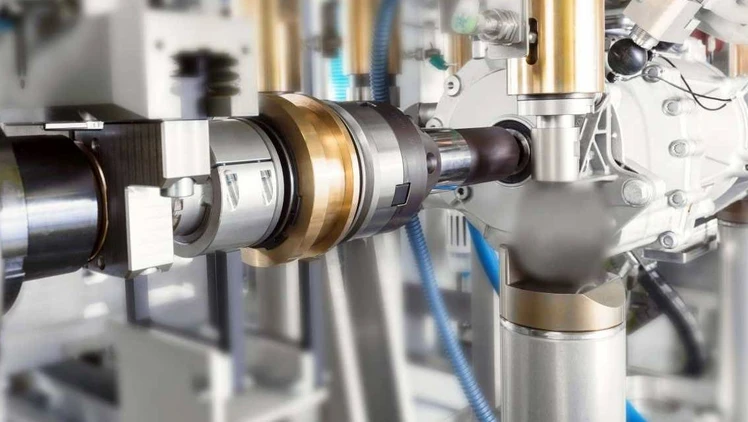
- Industrial Automation Systems: systèmes d’assemblage et de test pour composants automobiles, équipements médicaux, et biens de consommation ainsi que l’équilibrage et la technologie de diagnostique
- Woodworking Machinery and Systems: Machines et systèmes pour l’industrie de transformation du bois